


|
تفاصيل المنتج:
|
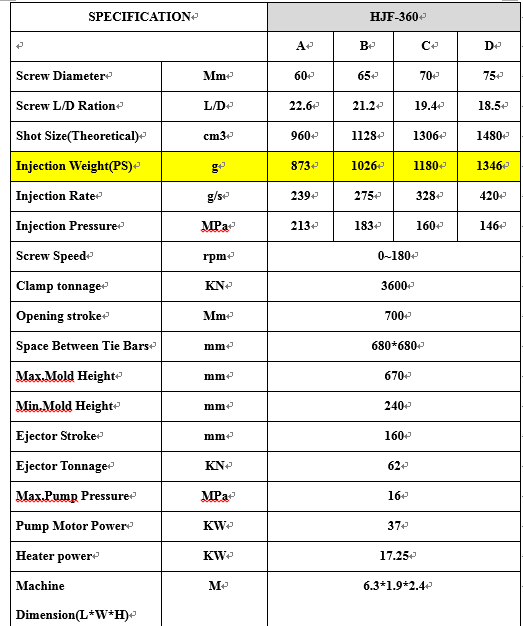
| برغي قطر: | 55-65mm | خزان النفط القدرات: | ل 570 |
|---|---|---|---|
| الجهد االكهربى: | customed افايابلي | السكتة الدماغية القاذف: | 585mm |
| محرك: | مضاعفات ومضخة قياسية ومتغيرة | تستخدم: | منتجات Plasic |
| الكلمات الرئيسية: | توفير الطاقة | ضمان: | 18 شهر |
| تسليط الضوء: | بلاستيكيّ حقنة قولبة تجهيز,,automatic injection moulding machine |
||
1 ، واختيار النوع الصحيح: المنتج والبلاستيك يقرر نوع وسلسلة.
بما أن هناك العديد من أنواع القاذفات ، فمن الضروري تحديد أي آلة أو آلة صب الحقن يجب أن تستخدم بشكل صحيح لإنتاج هذا المنتج في البداية ، مثل اللدائن الحرارية العامة أو المواد الخشبية أو المواد الخام PET ، والتي هي أحادية اللون ، bichrome ، متعددة الألوان ، شطيرة أو ألوان مختلطة. بالإضافة إلى ذلك ، تحتاج بعض المنتجات إلى ثبات عالي (حلقة مغلقة) ، دقة عالية ، سرعة تصوير فائقة ، ضغط إطلاق عالي أو إنتاج سريع (متعدد الحلقات) وحالات أخرى ، ولكن يجب أيضًا اختيار السلسلة المناسبة لإنتاجها.
2. ضعها: يحدد حجم القالب مدى ملاءمة "المسافة العمودية الكبيرة" و "سمك القالب" و "الحد الأدنى لحجم القالب" و "حجم لوحة القالب" للتأكيد على ما إذا كان القالب يمكن أن يكون ضع ارضا.
يجب أن يكون عرض وارتفاع القالب أقل من أو على الأقل جانب واحد أقل من العمود الكبير.
يفضل أن يكون عرض القالب وارتفاعه في حجم القالب.
يجب أن يكون سمك القالب بين سماكة القالب لآلة التشكيل بالحقن.
يجب أن يتطابق عرض القالب وارتفاعه مع الحد الأدنى لحجم القالب الذي أوصت به آلة التشكيل بالحقن ، وهو صغير جدًا.
3. يمكن الاستنتاج بأن ما إذا كان "الفتحة السكتة الدماغية" و "السكتة الداعمة" كافيتين حتى يتم إخراج المنتج النهائي بواسطة القالب والمنتج النهائي.
يجب أن تكون ضربة الإفتتاح على الأقل ضعف ارتفاع المنتج النهائي في اتجاه قالب التبديل ، ويجب تضمين طول الذرب.
يجب أن تكون السكتة الدماغية العفن كافية للمنتج النهائي لتكون طرد.
4 ، قفل: المنتج والبلاستيك تحديد حمولة "لقط قوة".
عندما يتم حقن المادة في التجويف تحت ضغط مرتفع ، سيتم إنتاج قوة داعمة. لذلك ، يجب أن توفر وحدة القفل لآلة الحقن ما يكفي من "قوة الإغلاق" لمنع فتح القالب. يتم حساب الطلب على قوة التحامل كما يلي:
يتم حساب المساحة المتوقعة للمنتج النهائي في اتجاه قالب التبديل من حجم المنتج النهائي.
قوة الممسك الداعم = منطقة الإسقاط (cm2) * عدد نقاط القالب والضغط داخل القالب في اتجاه مفتاح القالب (kg / cm2).
يختلف الضغط في القالب باختلاف المواد الخام ، وتتطلب المواد الخام 350 إلى 400 كجم / سم 2.
_ يجب أن تكون قوة تثبيت الماكينة أكبر من القوة الداعمة ، ومن أجل السلامة ، يجب أن تكون قوة تثبيت الماكينة أكثر من 1.17 مرة من القوة الداعمة.
حتى الآن ، تم تحديد مواصفات وحدة التحامل مبدئيًا ، وتم تحديد الحمولة من نوع الماكينة تقريبًا. ثم يجب اتخاذ الخطوات التالية للتأكد من أن قطر المسمار لوحدة الحقن أكثر تماشياً مع المتطلبات.
5. التصوير الكامل: تحديد "كمية الرماية" المطلوبة من وزن المنتج النهائي وعدد ثقوب القالب ، واختيار "قطر المسمار" المناسب.
حساب وزن المنتج النهائي.
من أجل الاستقرار ، يجب أن تكون كمية الإخراج أكثر من 1.35 مرة من وزن المنتج النهائي ، أي أن وزن المنتج النهائي يجب أن يكون أقل من 75٪ من كمية الإخراج.
6. اطلاق النار الجيد: يتم تحديد شروط "نسبة ضغط المسمار" و "ضغط الإخراج" من البلاستيك.
تحتاج بعض اللدائن الهندسية إلى ضغط حقن أعلى وتصميم مناسب لضغط المسمار من أجل تحقيق تأثير تشكيل أفضل. لذلك ، من أجل جعل المنتجات النهائية أفضل ، ينبغي النظر في الحاجة إلى ضغط الحقن ونسبة الضغط في اختيار المسمار.
بشكل عام ، يمكن للمسمار ذو القطر الأصغر أن يوفر ضغط حقن أعلى.
7. تبادل لاطلاق النار بسرعة: تأكيد "سرعة طرد".
تحتاج بعض المنتجات النهائية إلى معدل طرد مرتفع لتشكيل ثابت ، مثل المنتجات فائقة الرقة. في هذه الحالة ، قد يكون من الضروري تأكيد ما إذا كان معدل القذف وسرعة إخراج الماكينة كافيتين ، سواء كانت هناك حاجة إلى جهاز التحكم وأداة التحكم ذات الحلقة المغلقة. بشكل عام ، في ظل نفس الظروف ، عادة ما يكون للبرغي الذي يمكن أن يوفر ضغط حقن أعلى سرعة حقن أقل ، في حين أن البرغي الذي يمكن أن يوفر ضغط حقن أقل عادة يكون له سرعة حقن أعلى. لذلك ، عند اختيار قطر المسمار ، يجب النظر في كمية الحقن وضغط الحقن ومعدل الحقن (سرعة الحقن) والتداول.
بالإضافة إلى ذلك ، يمكن استخدام تصميم الحلقات المتعددة لتقصير زمن الصب عن طريق إجراء مركب متزامن.
اتصل شخص: Mr. Michael
الهاتف :: 0086-18658255281
الفاكس: 86-574-88396095






